
现有计量型数据,子组容量为12,应该选择哪一种控制图?()
第1题:
为使控制图能够正确反映生产过程的实际情况,应注意( )。
A.合理确定取样间隔
B.合理确定子样容量
C.子样组数为20~25之间
D.剔除不明原因的异常数据
E.子样组数最好小于20
第2题:
关于控制图选用的说法,正确的有( )。
A.当子组样本量较大时,为方便计算应选取均值一极差图
B.对于计数控制图,当样本量不同时应选择P图或u图
C.当控制对象为计件值时应选择C图或"图
D.计量控制图比计数控制图效率高,应尽量选用计量控制图
E.样本难以获取或检验费用过高的场合适宜选择单值控制图
第3题:
为使控制图能够正确反映生产过程的实际情况,应注意( )。
A.合理确定取样间隔
B.合理确定子样容量
C.子样组数最好大于25
D.剔除不明原因的异常数据
E.子样组数最好在20~25之间
第4题:
第5题:
第6题:
如果选择使用均值一极差控制图,那么,子组大小最好为( )。
A.4-5
B.10以上
C.1
D.越多越好
第7题:
如果选择使用均值一极差控制图,那么,子组大小最好为( )。
A.4~5
B.10以上
C.1
D.越多越好
第8题:
某黑带为监控轴类零件直径的波动,收集了25个子组(每个子组容量为5)的数据,绘制了Xbar-R控制图。已知过程稳定正态,直径规格为22.5±1mm。请估计此过程的能力指数Cp(常数d2=2.326):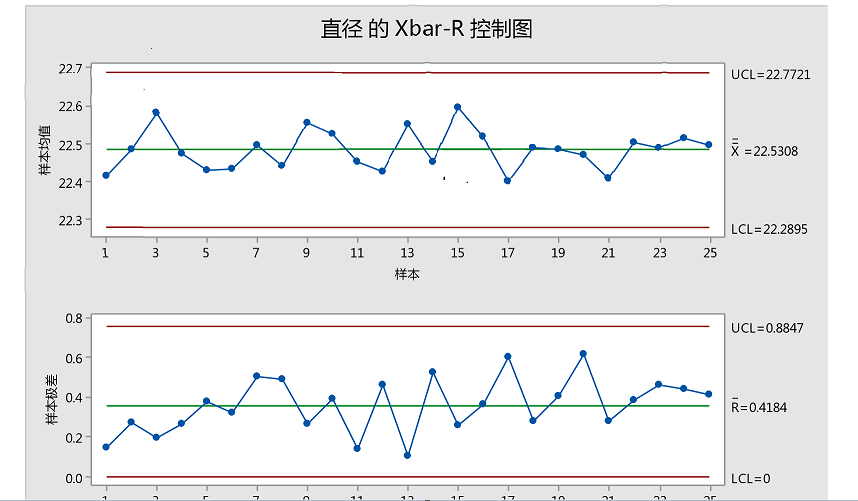
A.cp约为1.85
B.cp约为3.70
C.cp约为4.30
D.无法根据上述控制图估计cp
第9题:
第10题: