
单工位装配机是指()装配操作都可以在一个位置上完成的装配装置。
第1题:
自动装配线的共本特征是在装配工位上,将各种装配牛装配到装配基础件上去,完成一个部件或一个产品的装配。
此题为判断题(对,错)。
第2题:
阅读下列算法说明和流程图,请将流程图中(1)~(5)空缺处的内容填补完整。
[说明]
某汽车制造工厂有两条装配线。汽车装配过程如图4-16所示,即汽车底盘进入装配线,零件在多个工位装配,结束时汽车自动完成下线工作。
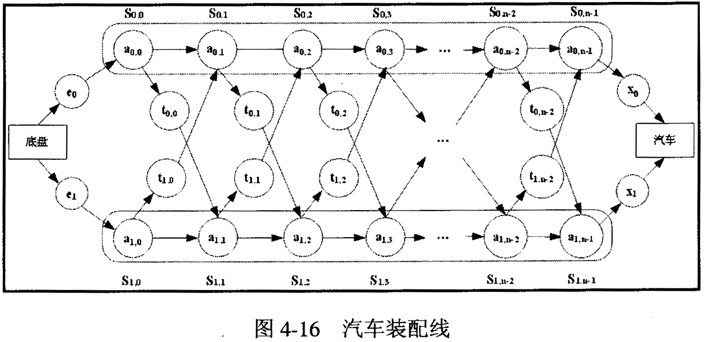
(1)e0和e1表示底盘分别进入装配线0和装配线1所需要的时间。
(2)每条装配线有n个工位,第一条装配线的工位为S0,0,S0,1,…,S0,n-1,第二条装配线的工位为 S1,0,S1,1,…,S1,n-1。其中S0,k和S1,k(0≤k≤n-1)完成相同的任务,但所需时间可能不同。
(3)ai,j表示在工位Si,j处的装配时间,其中i表示装配线(i=0或i=1),j表示工位号(0≤j≤n-1)。
(4)ti,j表示从Si,j处装配完成后转移到另一条装配线下一个工位的时间。
(5)x0和x1表示装配结束后,汽车分别从装配线0和装配线1下线所需要的时间。
(6)在同一条装配线上,底盘从一个工位转移到其下一个工位的时间可以忽略不计。
图4-17所示的流程图描述了求最短装配时间的算法,该算法的输入为:
n:表示装配线上的工位数;
e[i]:表示e1和e2,i取值为0或1;
a[i][j]:表示ai,j,i的取值为0或1,j的取值范围为0~n-1;
t[i][j]:表示ti,j,i的取值为0或1,j的取值范围为0~n-1;
x[i]:表示x0和x1,i取值为0或1。
算法的输出为:
fi:最短的装配时间;
li:获得最短装配时间的下线装配线号(0或者1)。
算法中使用的f[i][j]表示从开始点到Si,j处的最短装配时间。

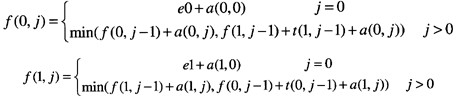 由此可得初始化数据时(1)空缺处所填写的内容是f[0][0]=e[0]+a[0][0]和f[1][0]=e[1]+a[1][0]。 (2)空缺处所填写的内容可由该空缺处所在的条件判断框的“真”执行语句框中的内容——“f[0][j-1]+a[0][j]得到启发。而(3)空缺处所在条件判断框的填写内容可由(2)空缺处所在的条件判断框内容得到启发即f[1][j-1]+a[1]刚=f[O][j-1]+t[0][j-1]+a[1][j]或其他等价形式。
③根据递归关系求最优解的值。由图4-17流程图最后一个条件判断框中信息“f[0][n-1]+x[0]= f[1][n-1]+x[1]?”可知最优解记录在fi中fi=min(f(0n-1)+xOf(1n-1)+x1)即(4)空缺处所填写的内容是最短的装配时间fi=f[O][n-1]+x[0]和获得最短装配时间的下线装配线号li=0(5)空缺处所填写的内容是fi=f[1][n-1]+x[1]和li=1。
④构造最优解。对于本试题来说只是求出最优解是从哪条装配线装配出来并没有记录最优解。
由此可得,初始化数据时,(1)空缺处所填写的内容是f[0][0]=e[0]+a[0][0]和f[1][0]=e[1]+a[1][0]。 (2)空缺处所填写的内容可由该空缺处所在的条件判断框的“真”执行语句框中的内容——“f[0][j-1]+a[0][j]得到启发。而(3)空缺处所在条件判断框的填写内容可由(2)空缺处所在的条件判断框内容得到启发,即f[1][j-1]+a[1]刚=f[O][j-1]+t[0][j-1]+a[1][j]或其他等价形式。
③根据递归关系求最优解的值。由图4-17流程图最后一个条件判断框中信息“f[0][n-1]+x[0]= f[1][n-1]+x[1]?”可知,最优解记录在fi中,fi=min(f(0,n-1)+xO,f(1,n-1)+x1),即(4)空缺处所填写的内容是最短的装配时间fi=f[O][n-1]+x[0]和获得最短装配时间的下线装配线号li=0,(5)空缺处所填写的内容是fi=f[1][n-1]+x[1]和li=1。
④构造最优解。对于本试题来说,只是求出最优解是从哪条装配线装配出来,并没有记录最优解。
由此可得初始化数据时(1)空缺处所填写的内容是f[0][0]=e[0]+a[0][0]和f[1][0]=e[1]+a[1][0]。 (2)空缺处所填写的内容可由该空缺处所在的条件判断框的“真”执行语句框中的内容——“f[0][j-1]+a[0][j]得到启发。而(3)空缺处所在条件判断框的填写内容可由(2)空缺处所在的条件判断框内容得到启发即f[1][j-1]+a[1]刚=f[O][j-1]+t[0][j-1]+a[1][j]或其他等价形式。
③根据递归关系求最优解的值。由图4-17流程图最后一个条件判断框中信息“f[0][n-1]+x[0]= f[1][n-1]+x[1]?”可知最优解记录在fi中fi=min(f(0n-1)+xOf(1n-1)+x1)即(4)空缺处所填写的内容是最短的装配时间fi=f[O][n-1]+x[0]和获得最短装配时间的下线装配线号li=0(5)空缺处所填写的内容是fi=f[1][n-1]+x[1]和li=1。
④构造最优解。对于本试题来说只是求出最优解是从哪条装配线装配出来并没有记录最优解。
由此可得,初始化数据时,(1)空缺处所填写的内容是f[0][0]=e[0]+a[0][0]和f[1][0]=e[1]+a[1][0]。 (2)空缺处所填写的内容可由该空缺处所在的条件判断框的“真”执行语句框中的内容——“f[0][j-1]+a[0][j]得到启发。而(3)空缺处所在条件判断框的填写内容可由(2)空缺处所在的条件判断框内容得到启发,即f[1][j-1]+a[1]刚=f[O][j-1]+t[0][j-1]+a[1][j]或其他等价形式。
③根据递归关系求最优解的值。由图4-17流程图最后一个条件判断框中信息“f[0][n-1]+x[0]= f[1][n-1]+x[1]?”可知,最优解记录在fi中,fi=min(f(0,n-1)+xO,f(1,n-1)+x1),即(4)空缺处所填写的内容是最短的装配时间fi=f[O][n-1]+x[0]和获得最短装配时间的下线装配线号li=0,(5)空缺处所填写的内容是fi=f[1][n-1]+x[1]和li=1。
④构造最优解。对于本试题来说,只是求出最优解是从哪条装配线装配出来,并没有记录最优解。
第3题:
单工位装配机是指( )装配操作都可以在一个位置上完成的装配装置。
A.所有
B.部分
C.指定
D.三个以上
第4题:
选择视图时,要结合零件的()来考虑零件的安放位置。
第5题:
用同一工具,不改变工作方法,并在固定的位置上连续完成的装配工作,叫做( )。
A.装配工序
B.装配工步
C.装配方法
D.装配顺序
第6题:
自动装配机从类型上来讲可分为单工位和( )两大类。
第7题:
A、工艺基准
B、工序基准
C、装配基准
D、定位基准
第8题:
多工位装配机通常用于具有( )零部件的产品装配。
A.一个
B.二个
C.三个
D.三个以上
第9题:


第10题:
操作工应可以不按照装配单进行装配。